




Sídlo společnosti:
Centrum speciálních technologií s.r.o.
Želetická 2170/27
412 01 Litoměřice
Kontaktní údaje:
Rudolf Ďurčo
Tel.: +420 416 782 457
E-mail: info@cst-lt.cz
Identifikační údaje:
IČO: 03018954
DIČ: CZ03018954
Copyright 2015 | Centrum speciálních technologií s.r.o., Všechna práva vyhrazena
www stránky zhotovilo webové studio REKLAMKA
Půjčovna kompresorů, pronájem kompresorů, půjčovna Atlas Copco, půjčovna generátorů













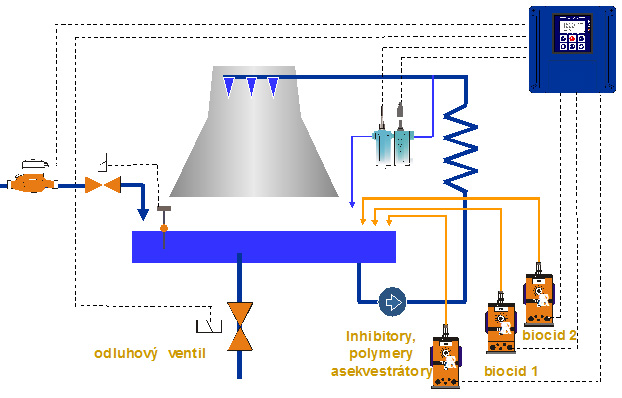
Mechanismus tvorby biologického nánosu
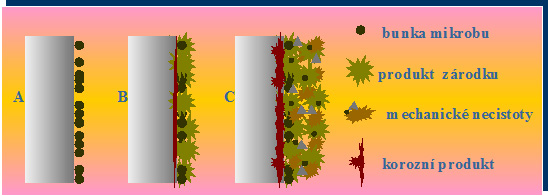
A. Adsorpce mikrobů na povrchu trubky
B. Tvorba slizu v okolí zárodeční buňky
C. Další růst, v důsledku tvorby slizu včetně adsorpce mechanických nečistot a vznik korozních produktů
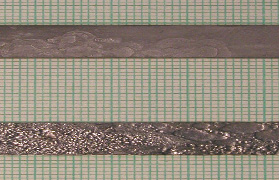
Před čištěním:
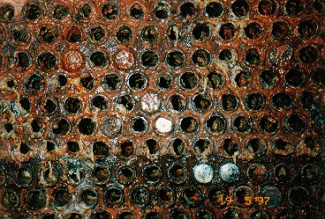
Po vyčištění:

Před:
Po:
- dle ČSN ISO 8407
- dle ASTM G 69 aj.
Instalace korozních smyček a stojanů, výroba a instalace korozních kuponů (ocel, nerez, barevné kovy)


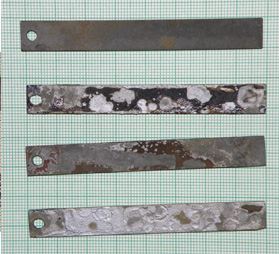
- výpočet korozních rychlostí (dále k.r.), stanovení inhibiční účinnosti
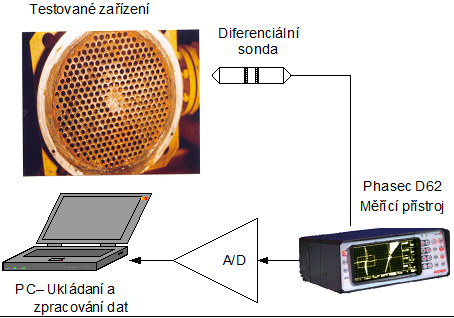
Typické uspořádání měření
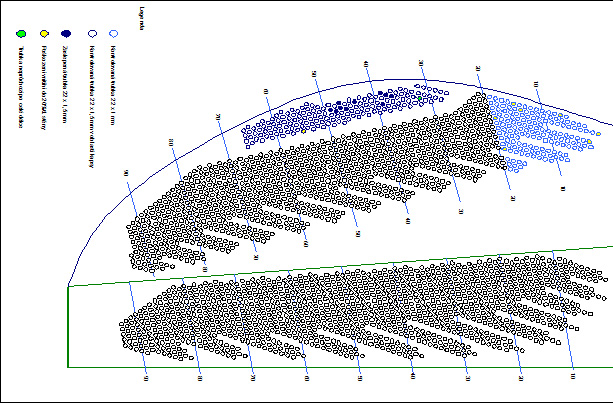
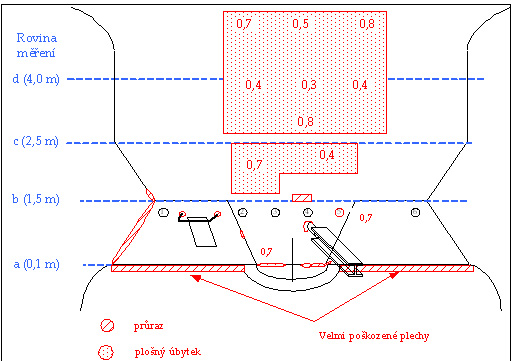
Grafická prezentace výsledků





Úprava povrchu abrazivním otryskáním
Úprava kovových povrchů tryskací technikou (suché tryskání)
Firma AQUA S.P.P. používá několik tryskačů od výrobce CLEMCO. Jedná se o řadu tryskačů různých velikostí umístěných v mobilních soupravách. Na otryskání ocelových konstrukcí, potrubí, zábradlí, radiátorů, nádrží a ostatního strojního zařízení, se používají různá tryskací abraziva: struska, kovová drť, korund, písky a jiná. Pro otryskání hliníkových a nerezových konstrukcí, rámů jízdních kol, hliníkových disků kol atd. používáme speciální jemné abrazivo, které zanechá na otryskaném povrchu jemnější strukturu, Další použití - odstranění starých nátěrů, čištění fasád, historických budov, pomníků, cihlových fasád, přírodního kamene, zdrsňování povrchů, matování, tryskání nápisů aj. Pro tryskání ocelovou drtí používáme mobilní recyklační zařízení a odsávání prachu.





U mnoha akcí je nutné použít technologii bezprašného otryskání např. ve městě s hustou zástavbou. Na tyto speciální práce používáme nejvýkonnější zařízení z řady TORBO německého výrobce torbo ENGINEERING KEIZERS GMBH.
Proti suchému otryskání snižuje systém torbo prašnost až o 95 % a tím odpadá zatížení okolí a pracovníků prašnými emisemi.
Otryskání systémem torbo je možné použít na otryskání budov, mostů, sanace betonu, obnažování armovacího železa, čištění přírodního i umělého kamene, odstraňování nátěrů ze štukových fasád, čištění režného cihelného zdiva, odstraňování silničního značení a jiné.
Další použití - kovové povrchy, ocelové konstrukce, mosty, lodě, bezprašné tryskání v uzavřených prostorách – nádrže, sila. Použitím inhibitoru koroze odpadá negativní důsledek mokrého otryskání u kovu tj. blesková koroze.
úprava povrchu abrazivním tryskáním - suché tryskání
bezprašné tryskání – mokré tryskání


.jpg)
K čištění a tryskání vodním paprskem používáme několik přístrojů podle druhu práce a použitých výkonů. Na běžné čištění používáme přístroje o tlaku do 300 bar. Pokud je potřeba vyšších tlaků, případně i s ohřevem horké vody, nasazujeme výkonné agregáty, které jsou na vlastním podvozku včetně dieselového motoru a mimo přívodu vody je zcela samostatný.
Pro tlaky do 2500 bar se používá vysokotlaké čerpadlo WOMA MK – 3 a pro tlaky do 1500 bar se používá vysokotlaké čerpadlo WOMA 250 Z.
Použití:
TECHNOLOGIE PRO DOKONALÉ ODMAŠTĚNÍ ZNEČIŠTĚNÝCH PLOCH
Odmašťovací a čistící práce s detergenty určené pro naplňovací stroje FOC – 01 s použitím vysokotlaké vodní techniky.
Použití:


Vysokotlaká řezná jednotka: Názorný příklad řezání betonového panelu vodním paprskem
.jpg)
.jpg)
Podstatou dělení materiálů je obrušování děleného materiálu tlakem vodního paprsku s příměsí abraziva.
Výhody
.jpg) Materiály, které lze řezat vodním paprskem:
Materiály, které lze řezat vodním paprskem:
1 - vysokotlaký přívod vody
2 - rubínová nebo diamantová tryska
3 - abrazivo
4 - směšovací trubička
5 - držák
6 - paprsek
7 - materiál
Pro malé profily DN 13 – 250 mm
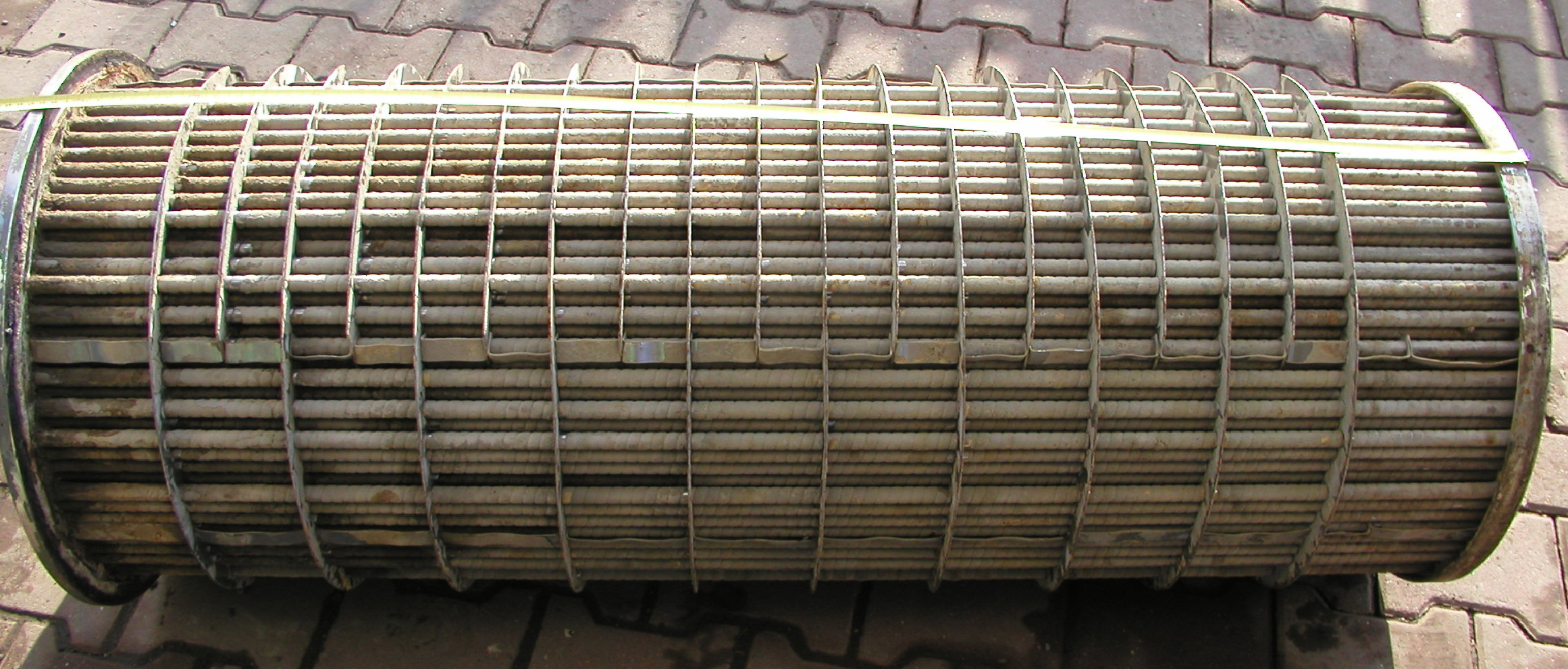
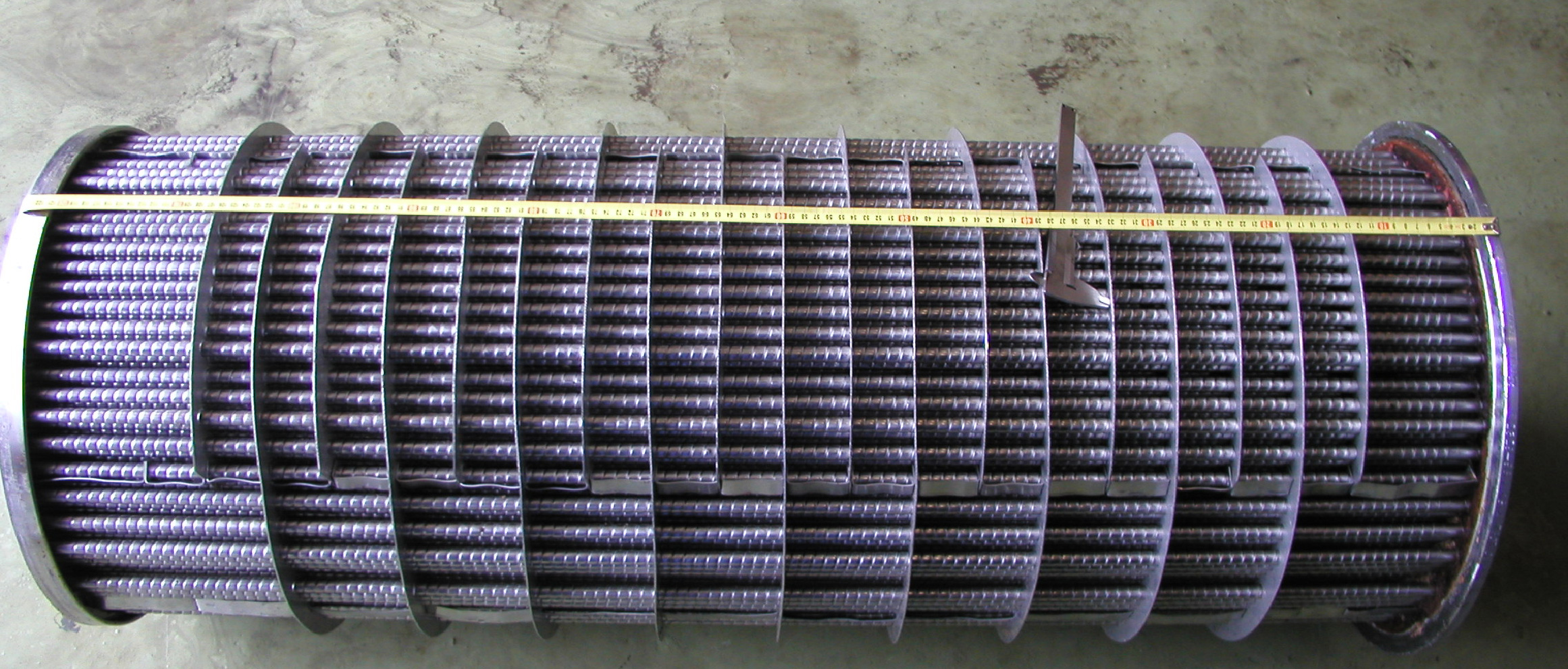
Čištění výměníků chladicích řádů se provádí na principu zavedení čistících trysek a s jejím následným rotačním a posuvným pohybem.
.jpg)
.jpg)
Pro čištění svislých i ležatých potrubí DN 100 -1800 se používají trysky s průtokem 65 l/min, při tlaku až 1500 bar. Pro větší profily se po užívají trysky s usměrněným a vycentrovaným působením tlaku vody a tlaku až 2500 bar. Konec vysokotlaké hadice je osazován speciálními tryskami určenými pro různé stupně znečištění. Tlaková hadice se zavádí do potrubí proti přirozenému gravitačnímu toku dynamickým účinkem tlakové vody. Po dosa-žení cílové šachty, jsou transportovány všechny uvolněné nečistoty k místu zavedení hadice, odkud jsou tyto nečistoty odsávány.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
Vícefázové tryskání vodním paprskem o síle až 2500 bar čištění povrchu od korozních produktů a minerálních úsad. Pro čištění svislých potrubí se používají trysky s průtokem 65 l/min, tlaku až 1500 bar. Pro větší profily se používají trysky s usměrněným a vycentrovaným působením tlaku vody a tlaku až 2500 bar. Po dosažení cílové hloubky jsou všechny uvolněné nečistoty odsávány sací jednotkou.
.jpg)
Žárový nástřik pracuje na principu tlakového nástřiku roztaveného kovu. Plyny, vystupující z hubice pistole, rozprašují natavený kov na drobné částice, které jsou velkou rychlostí vrhány na upravovanou plochu.
Nanesená vrstva má odlišné fyzikální vlastnosti od původního nástřikového polotovaru. Je vždy pórovitá a tvrdší než původní polotovar, přičemž má nižší pevnost v tahu. Nanesená vrstva kovu plní funkci antikorozní ( zastavuje korozi podkladového materiálu ) nebo renovační. V některých případech může nanesená vrstva plnit funkci dekorativní.
K dispozici jsou čtyři metalizační soupravy PD1.dále elektrometalizační zařízení Precision AVD 450
je schopný pracovat s měkkými dráty: a tvrdokovy
Materiály pro antikorozní povlaky: nerez, hliník, zinek, slitina ZnAl 85/15 (Zinacor).
Materiály – tvrdokovy, odolné otěru: nerez, nerez-chrom-karbid, wolfram-karbid, bor-karbid,
Materiály pro okrasné nástřiky: nikl, měď, zinek
Použití: žárové nástřiky otryskaných povrchů za účelem protikorozní ochrany – např. ocelových konstrukcí, zásobníků, komínů, disků kol, výfuků aj.
tvrdokovy, odolné otěru: nerez, nerez-chrom-karbid, wolfram-karbid, bor-karbid, jsou možné aplikovat mobilní technologií a ošetřují namáhané povrchy ultra tvrdým a zároveň korozně odolným povlakem.
Použití: násypky v kamenolomech, válce dopravníků, lopatky turbín namáhané abrazí, povrchy vrtných souprav, zuby rotačních hlav rypadel, koncové břity dozerů, vnitřní stěny rour a kolen vedení abrazivních látek a různých směsí způsobující otěr, namáhané části čerpadel, aj.






POVRCHOVÁ OCHRANA, NÁTĚRY - PROTIPOŽÁRNÍ NÁTĚRY
Nabízíme vypracování technologických postupů nátěrových systémů pro nejrůznější korozní prostředí dle ČSN EN ISO 12944 s využitím nátěrových a sanačních hmot zahraničních dodavatelů a dodavatelů z ČR (HEMPEL, JOTUN, DERISOL, SIGMA, AMERON, TIKURILA, RESIMAC, GEMITE, SIKA a další). Součástí dodávky nátěrových systémů je provádění průběžné kontroly aplikace a klimatických podmínek včetně protokolů z těchto kontrol.


Použití: povrchová ochrana kovových konstrukcí, strojního zařízení, potrubí, vnějších a vnitřních povrchů nádrží, ocelových hal, radiátorů, disků kol a povrchové úpravy stavebního díla.
HYDROFOBNÍ NÁTĚRY: prostředky na přírodní kameny.
OLEOFOBNÍ PŘÍPRAVKY: na dlažbu a kameny, fasády, sokly aj., ochrana proti graffiti.
Všechny naše činnosti jsou kontrolovány certifikovaným korozním technologem firmy HEKOR.


Ochrana proti chemikáliím, vysokým teplotám – provádíme renovaci vnitřních i vnějších povrchů nádrží, filtrů, záchytných jímek a ostatních ocelových nebo betonových konstrukcí. Speciální protichemické, bezrozpouštědlové, silnovrstvé, nátěrové hmoty dlouhodobě odolávají nejen petrochemickým produktům a průmyslovým chemikáliím, ale i agresivním koncentrovaným kyselinám a louhům a většině rozpouštědel. Nově vyvinutá řada povlaků RESIMAC poskytuje vynikající korozní ochranu ocelovým povrchům technologických nádob proti řadě agresivních chemikálií v trvalém ponoru při vysokých teplotách, v případě vody až do 150°C.


Řada keramických tmelů a povlaků nanesených na poškozené, opotřebené ocelové i betonové povrchy umožňuje několikanásobně prodloužit životnost čerpadel, vývěv, šneků, cyklonů, kondenzačních jednotek, stáčišť a dalších technologických zařízení. Odolnost těchto povlaků převyšuje často několikanásobně odolnost původního ocelového podkladu.


Cenově výhodné a trvanlivé opravy kovových, pryžových i většiny plastových strojních součástí, technologických zařízení, také nádrží a potrubních systémů pomocí speciálních syntetických kovů a elastomerů násobně prodlužují životnost. Opravy a renovace lze většinou provádět na místě bez složitého strojního vybavení a s rychlým uvedením do provozu.





______________________________________________________________________________________


Práškové lakování je moderní technologie povrchové úpravy kovů. V současné době máme v nabídce mimo odstínů RAL i speciální odstíny metalíz, transparentních laků, strukturních povrchů, antik, glitry, mramorové odstíny, fluorescenční odstíny, kladívkové odstíny, chromové odstíny a různé imitace povrchů. Práškové barvy splňují velmi přísná kritéria pro ochranu životního prostředí. Některé typy práškových barev mají certifikáty pro styk se suchými potravinami a pitnou vodou.
Nezbytnou součástí pro kvalitní povlak je očištění povrchu výrobku odmaštěním či otryskáním.
Aplikujme práškové barvy do prostředí velkého chemického zatížení, jako jsou například C5 I, C5 M
Práškové nátěrové hmoty se nanáší stříkáním v elektrostatickém poli. Částice prášku se elektricky nabíjejí, zatímco lakovaný předmět je uzemněn. Výsledná elektrostatická přitažlivá síla stačí k vytvoření dostatečné vrstvy prášku na předmětu, udrží suchý prášek na místě, dokud se neroztaví a nepřilne k povrchu.
K nabíjení částic dochází dvěma způsoby:
1) elektrostatickým nabíjením
2) tribostatickým (kinetickým) nabíjením
Po nanesení práškové nátěrové hmoty následuje vypálení výrobků ve vypalovací peci. Při 180 - 200°C



Příprava povrchu byla provedena abrazivním tryskáním na stupeň čistoty Sa 2,5 dle ČSN EN ISO. Poté byla provedena povrchová úprava nanesením práškové barvy.


Technologický předpis nátěrového systému pro práškové lakování do korozního prostředí C5-I a C5-M
Všeobecný zkušební a certifikační standard pro stavebnictví vydaný IFO (institut povrchových technologií GmbH) respektující trvanlivost protikorozní ochrany dosažené tímto práškovým nanášecím systémem na ocelových dílech
Certifikováno dle DIN EN ISO 12944 část 6 , pro korozní kategorie C5-I a C5-M a ochranou dlouhou nad 15 LET
Na veškeré práškové aplikace, zajištujeme opravné systémy mokrou lakovací technologií.
Další typy odolností: proti nadměrnému oděru s opotřebení, tepelná odolnost do 500 °C, nátěrové systémy s potravinářskými atesty.
.jpg)
.jpg)
Rozměr vypalovací pece je 2,5m x 1,4m x 1,9m.
.jpg) Práškové lakování je moderní technologie povrchové úpravy kovů. V současné době máme v nabídce mimo odstínů RAL i speciální odstíny metalíz, transparentních laků, strukturních povrchů, antik, glitry, mramorové odstíny, fluorescenční odstíny, kladívkové odstíny, chromové odstíny a různé imitace povrchů. Práškové barvy splňují velmi přísná kritéria pro ochranu životního prostředí. Některé typy práškových barev mají certifikáty pro styk se suchými potravinami a pitnou vodou. Nezbytnou součástí pro kvalitní povlak je očištění povrchu výrobku odmaštěním a tryskání. Práškové nátěrové hmoty se nanáší stříkáním v elektrostatickém poli. Částice prášku se elektricky nabíjejí, zatímco lakovaný předmět je uzemněn. Výsledná elektrostatická přitažlivá síla stačí k vytvoření dostatečné vrstvy prášku na předmětu, udrží suchý prášek na místě, dokud se neroztaví a nepřilne k povrchu.
Práškové lakování je moderní technologie povrchové úpravy kovů. V současné době máme v nabídce mimo odstínů RAL i speciální odstíny metalíz, transparentních laků, strukturních povrchů, antik, glitry, mramorové odstíny, fluorescenční odstíny, kladívkové odstíny, chromové odstíny a různé imitace povrchů. Práškové barvy splňují velmi přísná kritéria pro ochranu životního prostředí. Některé typy práškových barev mají certifikáty pro styk se suchými potravinami a pitnou vodou. Nezbytnou součástí pro kvalitní povlak je očištění povrchu výrobku odmaštěním a tryskání. Práškové nátěrové hmoty se nanáší stříkáním v elektrostatickém poli. Částice prášku se elektricky nabíjejí, zatímco lakovaný předmět je uzemněn. Výsledná elektrostatická přitažlivá síla stačí k vytvoření dostatečné vrstvy prášku na předmětu, udrží suchý prášek na místě, dokud se neroztaví a nepřilne k povrchu.
K nabíjení částic dochází dvěma způsoby:
1) elektrostatickým nabíjením
2) tribostatickým (kinetickým) nabíjením
Po nanesení práškové nátěrové hmoty následuje vypálení výrobků ve vypalovací peci. Při 180 - 200 °C dochází k roztavení, vytvrzení a přilnutí prášku k povrchu výrobku.
.jpg)
.jpg)
.jpg)

K prodeji nabízíme:
Nabízíme zejména: Epoxidové a Polyuretanové nátěrové hmoty, vhodné jak do vnitřních tak venkovních prostor.
Použití:
Odolnosti a vlastnosti různých druhů nátěrových hmot: proti olejům, chemikáliím, protipožární odolnost, odolnost vůči oděru, možnost styku s pitnou vodou, rychleschnoucí
Oblasti použití:
V oblasti Pevnosti, Pružnosti, Hydroizolace, Chemické ochrany, Antikoroze, Ekologie a v neposlední řadě – zdravotní nezávadnosti.
Mezi dále nabízené materiály patří tmely: Elastomery, Keramické povlaky, Stěrky a přísady na zušlechťování betonů, Průmyslové podlahy, Nátěry na stěny a sklo, Střešní hydroizolace, Syntetické kovy.
Dodavatelé:
HEMPEL, JOTUN, DERISOL, SIGMA, AMERON, TIKKURILA, FEIDAL, LOKTITE, THORTEX, CHESTERTON, INTERNATIONAL, SIKA a další)
ČISTÍCÍ PRÁCE S VYSOKOTLAKÝMI VODNÍMI AGREGÁTY
100-2500 BAR, ŘEZÁNÍ VODNÍM PAPRSKEM
K čištění a tryskání vodním paprskem používáme několik přístrojů podle druhu práce a použitých výkonů. Na běžné čištění používáme přístroje o tlaku do 300 bar. Pokud je potřeba vyšších tlaků, případně i s ohřevem horké vody, nasazujeme výkonné agregáty, které jsou na vlastním podvozku včetně dieselového motoru a mimo přívodu vody je zcela samostatný.
Pro tlaky do 2500 bar se používá vysokotlaké čerpadlo WOMA MK – 3 a pro tlaky do 1500 bar se používá vysokotlaké čerpadlo WOMA 250 Z.
Použití:
.jpg)
TECHNOLOGIE PRO DOKONALÉ ODMAŠTĚNÍ ZNEČIŠTĚNÝCH PLOCH
Odmašťovací a čistící práce s detergenty určené pro naplňovací stroje FOC – 01 s použitím vysokotlaké vodní techniky.
Použití:
.jpg)
.jpg)
ANTIKOROZNÍ A CHEMICKÁ OCHRANA POVRCHU
VODOHOSPODÁŘSKÉ STAVBY – NÁDRŽE NA PITNOU VODU – ČOV A KANALIZACE
VÝŠKOVÉ A INŽENÝRSKÉ STAVBY – PRŮMYSLOVÉ STAVBY – KOLEKTORY – TUNELY
SANACE BETONU - PRACOVNÍ SPÁRY A DILATACE
.jpg) Technologie sanace:
Technologie sanace:
Příprava povrchu pomocí suchého tryskání nebo vysokotlakého vodního paprsku 500 – 2500bar.
Antikorozní ochrana výztuže.
Reprofilace-sanace povrchu betonových konstrukcí pomocí vybraných sanačních materiálů. Vybrané druhy sanačních materiálů, splňují podmínky MZ ČR pro přímý styk s pitnou vodou.
.jpg)
.jpg)
.jpg)
.jpg)
Příprava povrchu pomocí WJ 2500 bar. Odstranění nesoudržných vrstev betonu, nečistot a otevření kapilár betonu. Následuje obsekání obnažené výztuže do 2/3a její očištění.
.jpg)
.jpg)
Na takto připravený povrch je aplikována antikorozní ochrana výztuže

.jpg)
Následná hrubá reprofilace - vyrovnání povrchu do 0. Poté následuje celoplošná aplikace neprofilačního materiálu k navýšení krycích vrstev výztuže. Finální vrstva - v tomto případě se jedná o povrchy pro vodárenské provozy.
Pomocí speciálně modifikovaných betonových směsí provádíme opravy narušených ploch vodojemů, odpadních jímek a čističek odpadních vod, tunelů a podchodů, bazénů, podzemních i venkovních parkovišť a jejich následnou trvanlivou ochrannou vrstvou. Modifikované cementové směsi zajišťují zušlechtění výsledného betonu a výrazné zvýšení jeho odolnosti v oblasti.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg) Lokální opravy betonů stejně jako renovace poškozených průmyslových podlah pro střední i těžké mechanické nebo chemické namáhání s rychlým uvedením do provozu. Opravujeme také dilatační spáry, nájezdy, schody, balkony a terasy, mosty, parkoviště a nakládací rampy. Provádíme také speciální nátěry pro ochranu stěn v hygienickém prostředí, hydrofobní nátěry, obnova hydroizolace sprch, nátěry pro potravinářské provozy, proti chemikáliím a plísním.
Lokální opravy betonů stejně jako renovace poškozených průmyslových podlah pro střední i těžké mechanické nebo chemické namáhání s rychlým uvedením do provozu. Opravujeme také dilatační spáry, nájezdy, schody, balkony a terasy, mosty, parkoviště a nakládací rampy. Provádíme také speciální nátěry pro ochranu stěn v hygienickém prostředí, hydrofobní nátěry, obnova hydroizolace sprch, nátěry pro potravinářské provozy, proti chemikáliím a plísním.

Obnovu hydroizolačních vlastností plochých a tvarovaných střech provádíme pomocí dlouhodobě pružných stěrkových membrán 3M, které výborně kopírují povrch, lze je tvarovat vytažením na vertikální konstrukce. Vytvrzená stěrka vytváří bezešvou pružnou folii, výborně odolává UV záření i extrémním výkyvům teplot. Je vhodná pro většinu konstrukčních podkladů včetně asfaltu, lepenky, betonu, plastisolu, skla, dřeva, minerálních lepenek a všech kovů. Na provedenou hydroizolaci poskytujeme 10 let záruky. Zesílené systémy používáme na hydroizolaci úžlabí – lepenkových i plechových.
.jpg)
.jpg)

S mimořádnou péčí vám opět zajistíme …
Nevíte si rady s ucpanými trubkami, netěsnostmi, korozí v potrubí?
Vaše trubky …




.jpg)
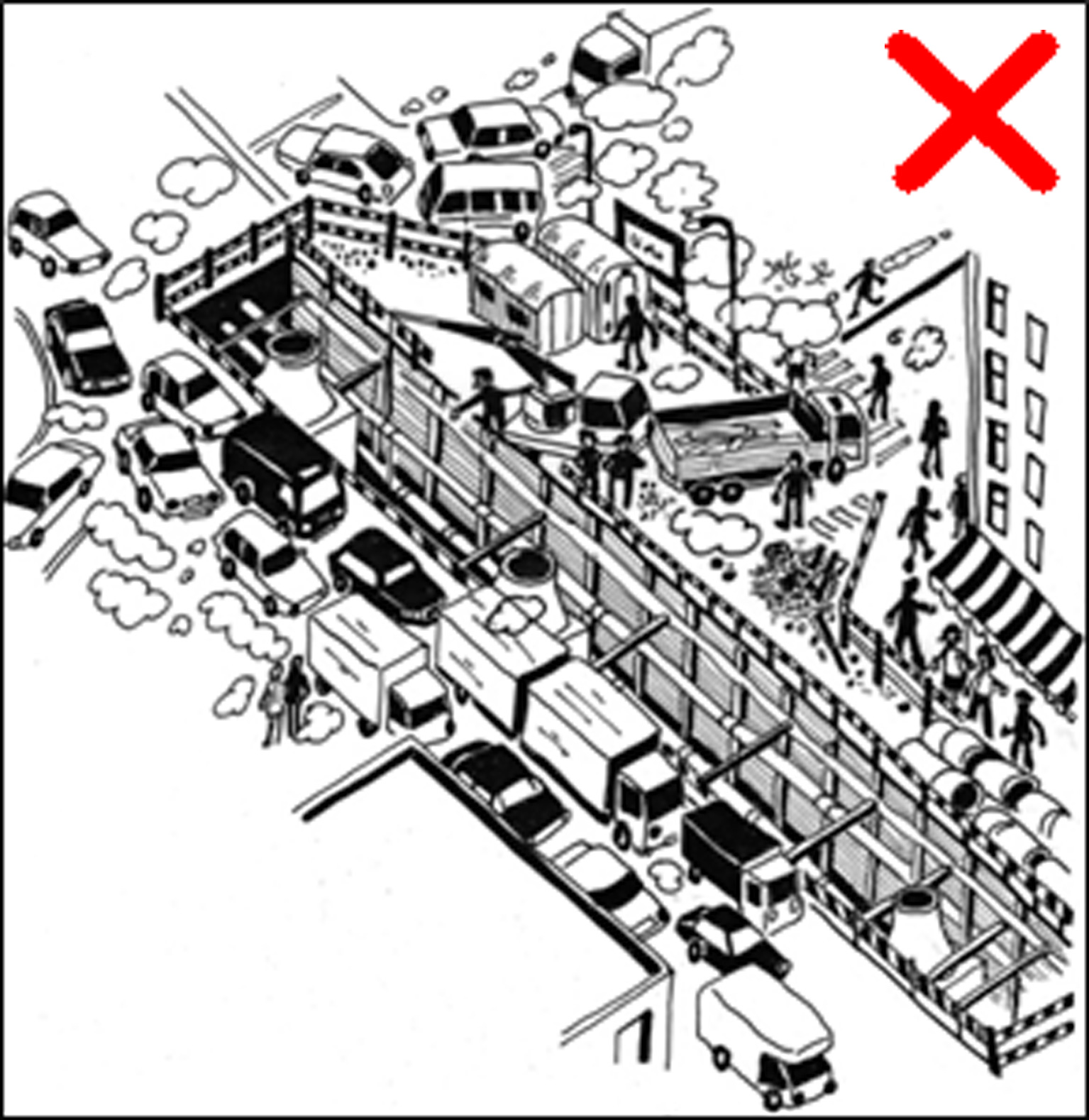
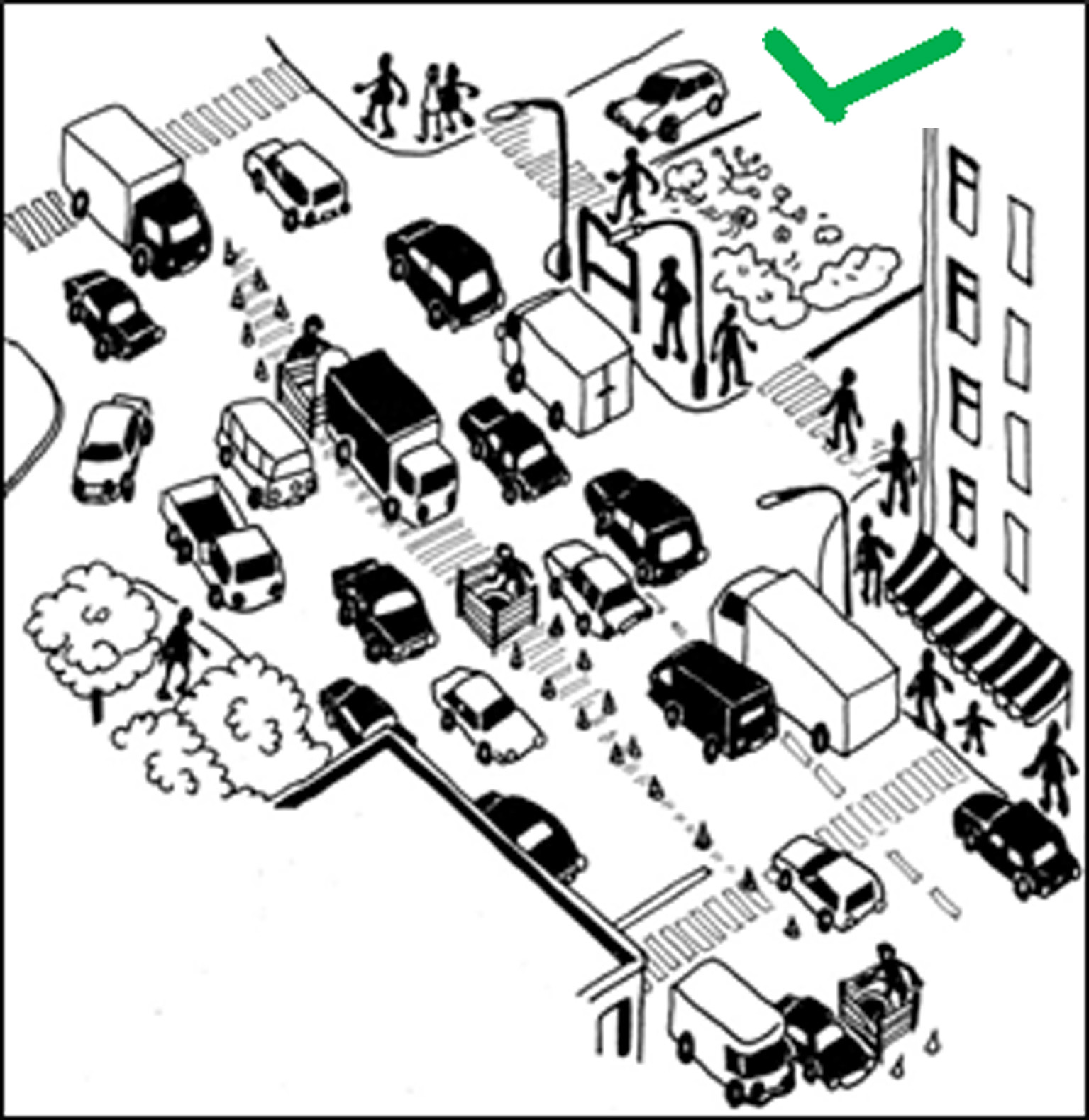
… a to vše i bez potřeby výkopů !!!
doplněné o dlouholeté zkušenosti z oboru bezvýkopových technologií
Bezvýkopové technologie
Speciální práce v průmyslu, stavebnictví a vodárenství.

.jpg) Diagnostika potrubí
Diagnostika potrubí
Prevence – kontrola stavu
Preventivní diagnostika potrubí vychází z vyhodnocení dat získaných při výstavbě, během provozu sítě a z preventivní vizuální inspekce potrubí v neprůlezných profilech TV kamerou. Vizuálně se vyhodnocují poruchy na potrubí, jako jsou praskliny, netěsnosti ve spojích, ovalita, rozpadlé dno, kaverny, prorůstající kořeny, nevhodně napojené přípojky a sedimenty. Zároveň se kontrolují i spádové poměry potrubí.
Další metody zjištění tloušťky potrubí, stádia koroze a místa poruchy vycházejí z akustických a seizmických analýz, vyhodnocení georadarů a sonarových scannerů, měření elektrického odporu a zkouška přetlakem a podtlakem. 
Prohlídka – před opravou
Zjištění stavu po vyčištění potrubí se skutečným zaměřením místa poruchy.
Prohlídka – po opravě
Ověření, zda bezvýkopová oprava poškozeného úseku je v pořádku.
Prohlídka – nově budovaných sítí
Kontrola spádu, stavu vnitřního pláště, napojení trubek, ovality
Pro malé profily DN 40 – 250 mm
Odtoková potrubí od WC, umyvadel, van a podlahových vpustí
Přenosná nástrčná kamera s pohybem pomocí ohebné flexibilní tyče až do vzdálenosti 50 m i skrze oblouky do 90o
Přípojky (odbočky) bez šachty:
Satelitní kamera s možností nasměrování rotační kamerové hlavy do přípojky do 40 metrů
Pro vnitřní a veřejnou kanalizaci DN 100 – 800 mm
Různé typy barevných kamer s otočnou hlavou s osvětlením na samohybném podvozku
Velké profily – průlezné štoly (od 800 mm)
Prohlídka pojízdnou kamerou nebo pochůzka s pořízením videozáznamu
Výstupy z televizní prohlídky potrubí:
Možnost zjištění spádových poměrů kanalizačního potrubí měřeného při pohybu kamery
Zjištění údajů o hloubce a směrových poměrech uložení potrubí (detektor signálu)
Výstupní protokol k diagnostickému zjištění stavu potrubí s grafickým zobrazením úseku
Kamerový videozáznam z prohlídky a fotografie poruch s popisem a staničením
Odstranění sedimentů, usazenin a dalších překážek v potrubí
Strojní mechanické čištění
Protahování upoutaných škrabáků nebo vytěráků, molitanové koule, rotační hřídele
Hydraulicko-mechanické čištění (DN 200 – 1500 mm)
 Pro malé profily DN 40 – 250 mm
Pro malé profily DN 40 – 250 mm
Čištění odpadních svodů od WC, umyvadel, sprch a podlahových vpustí se provádí na principu zavedení čistící spirály do svodu a s jejím následným rotačním a posuvným pohybem. Na konec spirály se osazují speciální výměnné nástroje.
Pro vnitřní a veřejnou kanalizaci
Pro čištění svislých i ležatých potrubí do DN 300 se používají trysky s průtokem 70 l/min, tlaku až 13 MPa bez přímého napojení na zdroj vody.
Pro větší profily se po užívají trysky s usměrněným působením tlaku vody 300 l/min. a tlaku až 20 MPa. Konec vysokotlaké hadice je osazován speciálními tryskami určenými pro různé stupně znečištění. Tlaková hadice se zavádí do potrubí proti přirozenému gravitačnímu toku dynamickým účinkem tlakové vody. Po dosažení cílové šachty je tlaková hadice hydraulicky vytahována zpět a .jpg) svazkem zpětných vodních paprsků trysky jsou transportovány všechny uvolněné nečistoty k místu zavedení hadice, odkud jsou odsávány.
svazkem zpětných vodních paprsků trysky jsou transportovány všechny uvolněné nečistoty k místu zavedení hadice, odkud jsou odsávány.
Pro ocelová potrubí
Vícefázové tryskání (vnitřního i vnějšího povrchu)
Odsávání nebo mechanické těžení fekálních vod z jímek, septiků a žump
Sací vozy určené pro přepravu koncentrovaných odpadních vod s jejich odvozem na ČOV
Vícefázové tryskání ocelových komor
Tryskání vodním paprskem 250 MPa a suché abrazivní tryskání
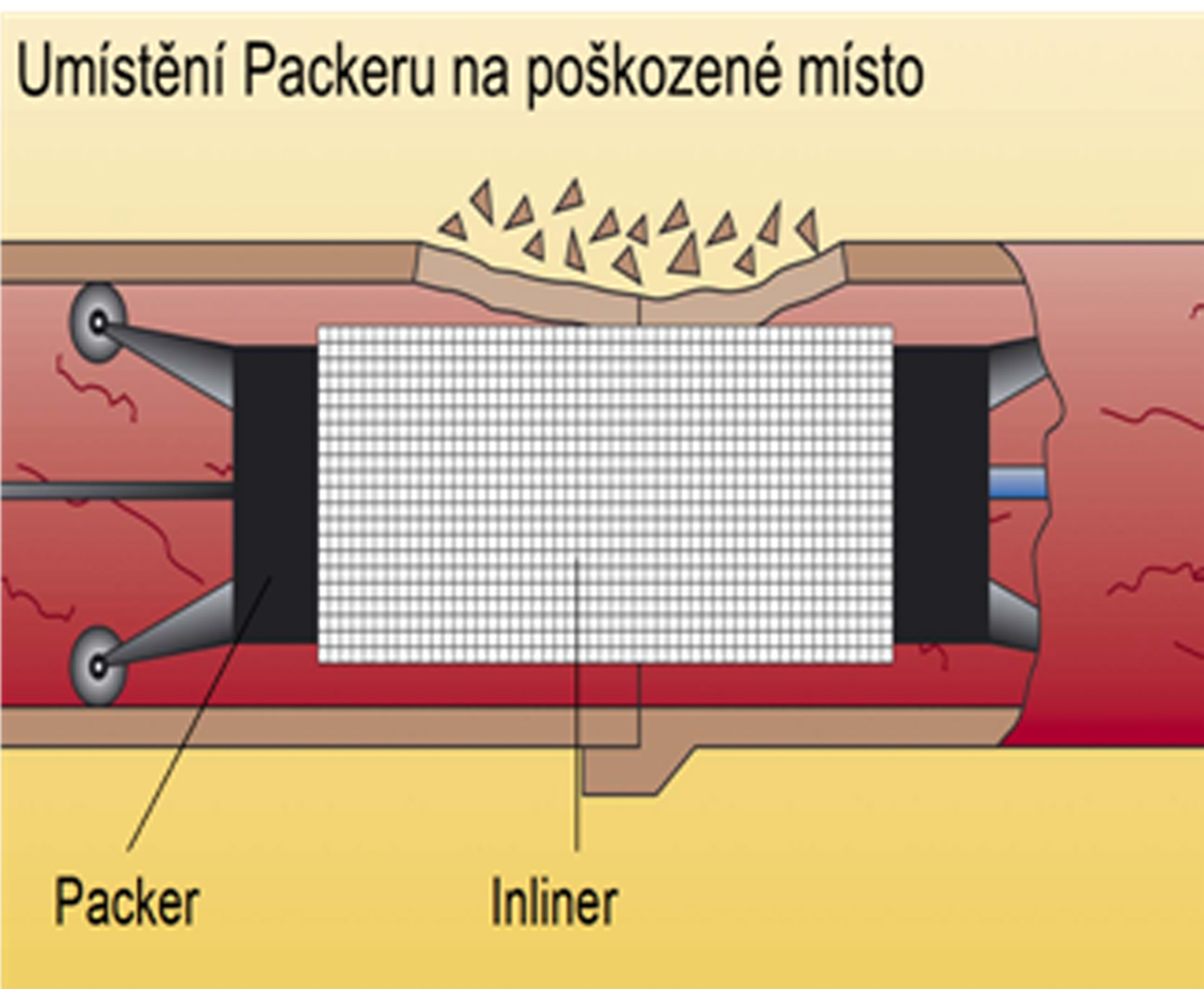
Lokální opravy DN 70 – 1500 mm
.jpg) Pro opravy prasklin, zamezení infiltrace a exfiltrace, zamezení prorůstání kořenů, opravy proděravělých částí a vylomených střepů se používá krátký pryžový flexibilní pakr, na který se navlékne pryskyřicí nasycená speciální tkanina a který se pod kontrolou TV kamery zavede na poškozené místo, kde přitlačí nasycenou tkaninu na opravované místo.
Pro opravy prasklin, zamezení infiltrace a exfiltrace, zamezení prorůstání kořenů, opravy proděravělých částí a vylomených střepů se používá krátký pryžový flexibilní pakr, na který se navlékne pryskyřicí nasycená speciální tkanina a který se pod kontrolou TV kamery zavede na poškozené místo, kde přitlačí nasycenou tkaninu na opravované místo.
Úsekové opravy – rukávce
V poškozeném potrubí se vytvoří vnitřní vložka, která kopíruje jeho vnitřní tvar a tvoří novou stěnu. Vložkou je kontinuální bezešvý rukávec zavedený do současného potrubí, jehož výztuží je pletenina ze syntetických vláken, nasycená vhodnou pryskyřicí. Po vytvrzení pryskyřice horkou vodou, párou nebo UV zářením vzniká v rekonstruovaném potrubí nové potrubí z tvrzeného plastu, vykazující mimořádnou tuhost, statickou únosnost a dostatečnou pružnost. Hladká vložka odolává abrazi a řadě chemikálií.
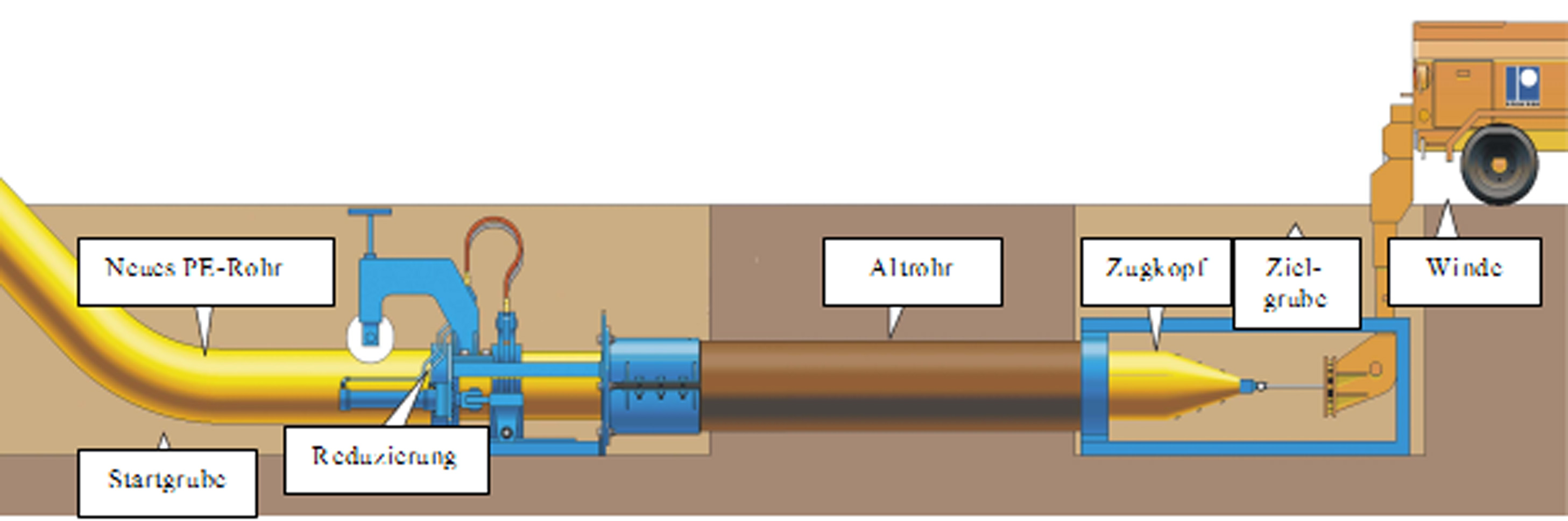
Úsekové opravy – zatažení nového potrubí do stávajícího (relining)
Do stávajícího poškozeného potrubí je navijákem vtaženo nebo hydraulicky vtlačeno potrubí menšího průměru – jednotlivé trubky spojované na místě nebo svařený had z PE trubek.
Úsekové opravy – zatažení nového potrubí s destrukcí stávajícího (berstlining)
Stávající poškozené potrubí se dynamicky nebo staticky roztrhá či rozřeže zevnitř, zbytky se roztlačí do okolní zeminy a do uvolněného prostoru se vtáhne potrubí nové.
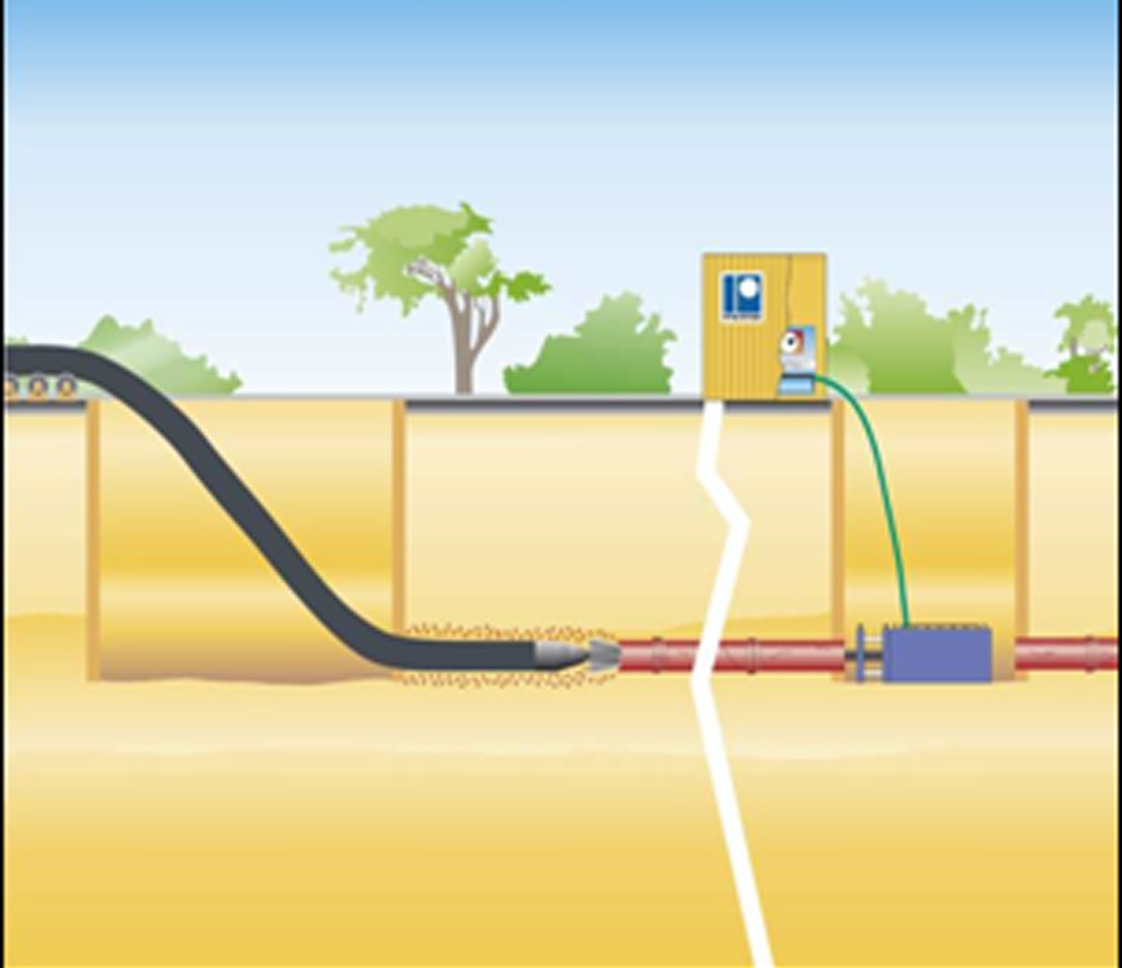
Úsekové opravy – zatažení nového PE potrubí technologíí CLOSE FIT
Stávající poškozené potrubí se mechanicky vyčistí a instaluje se do něho nové, těsně přilnuté k původnímu. Při snížení tření dopravovaného média bude zachována kapacita původního potrubí.
Nástřiky ocelového a litinového potrubí
- tmelení hloubkové koroze kovovým tmelem
- vyvaření, přeplátování a vybroušení rizikových, ztenčených nebo prokorodovaných míst
- aplikace pásových nátěrů
- jednovrstvý nástřik min. 500 mikronů
- projiskření, označení pórů, provedení oprav
Současně s propojením jejich technického a technologického vybavení a zázemí vstupuje společnost na stavební trh s cílem nabídnout kvalitní a finančně výhodné služby a činnosti ve všech oblastech oboru vodního hospodářství.



Relining

cracking
close-fit liner
Realizace potrubních celků a armaturních uzlů i ve ztížených podmínkách průmyslových provozů.


Pokládka potrubí ze všech materiálů a dimenzí.
Sanace betonových konstrukcí, průlezných stok, lokální opravy.

1)Velkoprůměrové vrty pro piloty Ø520mm – 1180mm pažené, nepažené až 1520mm
Vrty pro piloty se provádějí většinou technologií rotačně náběrového vrtání pomocí speciálních nástrojů, především vrtných hrnců (šap), spirálů a korunek. V nestabilních zeminách se vrty paží, aby v celém průběhu instalace piloty byla zajištěna stabilita jejich stěn i dna. K pažení vrtů od průměru do 1180 mm se využívá vesměs ocelových spojovatelných pažnic, jež se instalují buď přímo pomocí speciálního nástroje na vrtné soupravě, jež slouží jak k instalaci, tak i k vytahování pažnic. Základní rozměry ocelových pažnic Ø620mm, Ø880mm a Ø1180mm.
Po dovrtání a vyčištění vrtu se obvykle vkládá armokoš; poté následuje betonáž piloty, která se v případě suchých vrtů provádí pomocí betonážní (usměrňovací) roury s násypkou, která usměrňuje proud betonu do vrtu tak, aby nedošlo k jeho roztřídění.
K betonáži se využívá betonů třídy C16/20 až C30/37 s vysokým stupněm zpracovatelnosti, který je nutný pro dokonalou betonáž piloty.
Technologický postup provádění vrtaných pilot pažených ocelovou pažnicí
3a) zahájení vrtání, vkládání pažnice do vrtu
3b) dovrtání nezapažené části vrtu pod pažnicí
3c) vkládání armokoše do vyčištěného a zapaženého vrtu
3d) betonáž piloty
3e) odpažování vybetonovaného vrtu
.jpg)
2)Maloprůměrové vrty pro mikropiloty, zápory, horninové kotvy, injektáže popřípadě studny vrtný Ø90mm – 220mm
Stručný popis technologie maloprůměrového vrtání: maloprůměrové vrtání je prováděno za pomoci vzduchového výplachu, který zabezpečuje kompresor Atlas Copco 186. Do větších hloubek využíváme kopresor 386 na kolovém podvozku. Vzduchový kompresor taktéž pohání ponorné vrtné kladivo.
Využití maloprůměrových vrtů pro mikropiloty, zápory, horninové kotvy, injektáže, studny,odvodňovací vrty, vrty pro tepelná čerpadla.
a) Mikropilota je štíhlý základový prvek, který přenáší osová zatížení (tlaková i tahová) od stavebního objektu do hlubších a únosnějších vrstev základové půdy. V podstatě se jedná o vrtané piloty průměru do 220 mm, které jsou svým kořenem vetknuty do okolní horniny injektáží. Použití mikropilot je výhodné zejména v případech zakládání objektů ve stavebně omezených prostorách, při rekonstrukcích objektů a jejich založení, podchycení stávajících základů objektů či při zajištění ražeb podzemních děl. Mikropilota sestává ze tří částí: hlavy, která přebírá zatížení od stavební konstrukce, dříku, který prochází obvykle neúnosnými vrstvami a kořene, který je injektáží vetknut do okolní horniny a předává jí zatížení od stavebního objektu. Výztuž mikropiloty nejčastěji tvoří sestava z dílů ocelových trubek, jedná se pak o tzv. trubkové mikropiloty (70/12 mm,89/10 mm,108/16 mm, event. jiných rozměrů), spojených šroubovanými spojníky. Díly v kořenové části jsou pro možnost injektáže opatřeny perforací, která je překryta gumovými manžetami. Výztuž mikropiloty může být tvořena též armokošem z prutů stavební oceli, např. 3–5 ø 32 (tzv. armokošové mikropiloty). Injektáž kořenové části je v případě ocelových trubek prováděna přímo přes tyto trubky. Kořenová část se obvykle injektuje vzestupným způsobem pomocí dvojitého obturátoru, umožňujícího vícenásobnou řízenou injektáž. Hlava mikropiloty je obvykle tvořena roznášecí deskou, která bude následně trvale zabudována do navazující základové konstrukce. Mikropiloty přenášející tlakové zatížení mají roznášecí desku hlavy přivařenou k výztužné trubce, kdežto u mikropilot přenášejících tahová zatížení je roznášecí deska s výztužnou trubkou spojena šroubovaným spojníkem s vnitřním pojistným šroubem.
.jpg)
b) Horninové kotvy slouží k přenosu tahových sil z konstrukce do horninového prostředí. Používají se pro zajištění stability u pažicích konstrukcí, pro zajištění stability svahů, skalních stěn a zářezů, pro kotvení stavebních konstrukcí např. proti vztlaku vody apod. Horninová kotva sestává ze tří hlavních částí: hlavy, táhla a kořene. Tahová síla, vyvozovaná na hlavě kotvy, se přenáší táhlem do kořene, který je injektáží upnut v horninovém prostředí. Velikost tahové síly a směr kotev má vliv na rozložení kotevních sil v hornině a volí se dle konkrétních geotechnických podmínek na základě znalosti statického schématu kotvené konstrukce a konstrukční skladby kotevního svazku.
typy horninových kotev:
tyčová dočasná, tyčová trvalá, pramencová dočasná, pramencová trvalá
.jpg)
c) Technologií injektáže se zlepšují vlastnosti základových půd. Při injektáži skalních hornin je injekční směs vháněna pod injekčním tlakem do horniny, kde vyplňuje predisponované nespojitosti horniny, jako jsou vrstevní spáry, trhliny, pukliny a jiné diskontinuity. U proinjektované horniny se tak zlepšují její fyzikálně-mechanické parametry jako pevnost v tlaku, modul deformace a snižuje se její propustnost. Při injektáži nesoudržných hornin vyplňuje injekční směs póry mezi zrny horniny, které stmeluje. Takto proinjektovaná nesoudržná hornina má lepší mechanické vlastnosti a sníženou propustnost. Pro injektáž je vždy nutno vyhloubit vrt, který v soudržných a skalních horninách slouží přímo pro osazení dvojitého nebo jednoduchého obturátoru, jímž je vymezena injektovaná etáž. V nesoudržných horninách se do vrtu vyplněného zálivkou osazuje manžetová trubka, která je v injektovaném úseku vrtu opatřena perforací, překrytou gumovými manžetami plnících funkci zpětného ventilu. Pro dosažení vyšších pevností se používají stabilizované cementové směsi, pro těsnicí účely směsi jílocementové a proinjektáž hornin s malými póry pak směsi na bázi roztoků.
.jpg)
.jpg)
.jpg)
vrtná souprava BAUER BG 18
(velkoprůměrové vrtání)
.jpg)
.jpg)
.jpg)
Maloprůměrová vrtná souprava
Činnosti společnosti:
provádění staveb, jejich změn a odstraňování, geologické práce, provádění trhacích a ohňostrojných prací hornická činnost v rozsahu § 2 písm.: f) zvláštní zásahy do zemské kůry, g) zajišťování a likvidace starých důlních děl, zákona číslo 61/1988 Sb. ve znění pozdějších předpisů činnost prováděná hornickým způsobem v rozsahu § 3 písm.: c) práce k zajištění stability podzemních prostorů (podzemní sanační práce), f) vrtání vrtů s délkou nad 30 m pro jiné účely než k činnostem uvedeným v § 2 a 3, g) jímání přírodních léčivých a stolních minerálních vod v důlním díle v podzemí, h) práce na zpřístupnění starých důlních děl nebo trvale opuštěných důlních děl a práce na jejich udržování v bezpečném stavu, i) podzemní práce spočívající v hloubení důlních jam a studní, v ražení štol a tunelů, jakož i ve vytváření podzemních prostorů o objemu větším než 300 m krychlových horniny, zákona číslo 61/1988 Sb. ve znění pozdějších předpisů projektování a navrhování objektů a zařízení, které jsou součástí hornické činnosti a činnosti prováděné hornickým způsobem dle § 2 a 3 zák. č. 61/1988 Sb. ve znění pozdějších předpisů